Platform voor de metaal- & staalverwerkende industrie

Tandwielen zijn best wel complexe stukken om te maken. Het vergt vakkennis en gebeurt vaak met gespecialiseerde machines. Maar Mazak zou Mazak niet zijn als het met zijn Integrex-alleskunners ook hier geen antwoord op bood. Dat doet het met een uitvoering specifiek voor de productie van tandwielen. Tijdens zijn Gear Technology Days toonde Mazak in samenwerking met Sandvik Coromant en Mitutoyo hoe het juiste samenspel van machine, gereedschappen en meetapparatuur tandwielproductie efficiënter kan maken. Metaalvak was erbij en vat de belangrijkste krachtlijnen samen.
Op 1 april (voor Vlaanderen en Nederland) en 2 april (voor Wallonië en Luxemburg) kon je in Leuven ontdekken hoe Mazak, Sandvik Coromant en Mitutoyo samen de volledige keten beheersen van machine tot tandwiel. Mazak heeft de machinetechnologie. Sandvik Coromant levert de tooling. Mitutoyo meet de precisie. Het event Gear Technology Days kon op 120 inschrijvingen rekenen – een thema dat dus duidelijk leeft in de markt.
De AutoGear-uitvoering van de Integrex-multitaskers bestaat nu al bijna vijf jaar. Wat hem anders maakt dan een andere Integrex? “Enerzijds heb je een uitvoering nodig die de hoogste nauwkeurigheid garandeert. Denk aan glaslinealen en hoognauwkeurigheidsencoders. Anderzijds zijn er specifieke features voor tandwielen. Software voor het frezen van rechte en schuine vertandingen met vinger- en bolfrezen bijvoorbeeld, en softwarecycli voor afwikkelfrezen en ‘skiven’”, vertelt Hugo Verlaak, salesmanager Benelux Machine Tools bij Mazak.

Mazak zit intussen aan de tweede generatie van Integrex AG-machines. “Daarmee hebben we de machine nog beter proberen af te stemmen op de productie van tandwielen. Een voorbeeld is de nieuwe instelbare koelnozzle in de spilneus die zorgt voor een verbeterde spanenafvoer en betere koeling, belangrijk tijdens het skiven van een inwendige vertanding.”
Mazak heeft inmiddels acht Integrex-exemplaren met AG-label geïnstalleerd in de Benelux. “Puur op snelheid zal de Integrex het niet halen van tandwielmachines. De flexibiliteit is haar sterkste troef. Je kunt er immers meer dan alleen maar tandwielen op maken. De grote winst zit in de doorlooptijd. Het product wordt gemaakt op één machine, terwijl dat op de klassieke manier over meerdere machines gaat. Ideaal voor wie enkel kleinere series tandwielen produceert of voor wie onbemand wil werken”, gaat Verlaak verder.
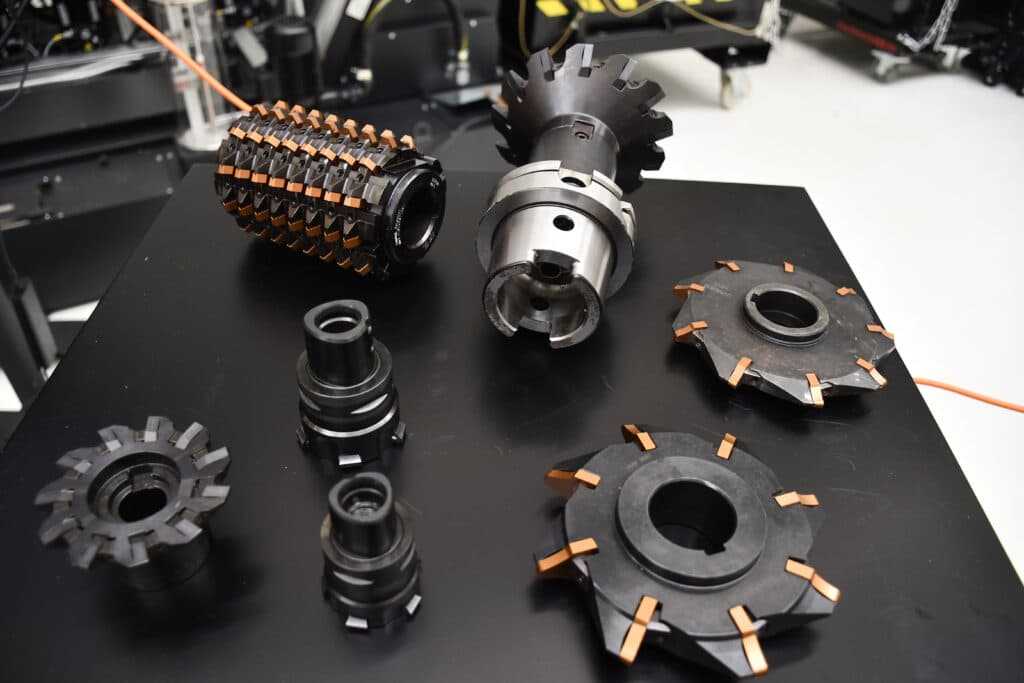
Maar dat vraagt dus om de juiste gereedschappen. Sandvik Coromant was aanwezig om uit te leggen wat er allemaal kan. “Voor het maken van tandwielen en splines bestaat er een aantal conventionele productiemethoden zoals schijffrezen, afwikkelfrezen, steken, brootsen en slijpen”, trapte Bart Smets, application specialist bij Sandvik Coromant, af. De new kids on the block zijn de invoMilling- en power-skivinggereedschappen. Smets ging tijdens zijn presentatie dieper in op het power skiven. “De korte cyclustijden maken van power skiven een hoogst productieve verspaningstechniek. Geavanceerde en nauwkeurige snijgereedschappen zorgen dat je een minstens vergelijkbare kwaliteit krijgt als wat met vergelijkbare freesoplossingen voor tandwielen mogelijk is.”
Smets ging tevens dieper in op de basics: “Een absolute must is een cross-axis angle. Je moet met andere woorden onder een hoek skiven. De grootte van de hoek bepaalt hoe productief je bent. Hoe groter, hoe beter. Daarnaast moeten de spindels perfect gesynchroniseerd werken. Het skiven zal ook niet met één pas gebeuren. De snijdiepte van de pas zal de snelheid bepalen. “Door onze uitgebreide expertise op het gebied van verspanen en geavanceerde softwaretools, helpen we tandwielfabrikanten bij het bepalen van optimale snijparameters, gereedschapskeuze en procesvolgordes. Dit zorgt voor een efficiënte en nauwkeurige tandwielproductie, terwijl tegelijkertijd de standtijd van het gereedschap wordt gemaximaliseerd en het uitvalpercentage tot een minimum wordt beperkt.”
Sandvik Coromant gebruikt ook simulatiesoftware om power-skivingprocessen na te bootsen en de prestaties van zijn snijgereedschappen virtueel te evalueren. “Deze mogelijkheid stelt fabrikanten in staat om het bewerkingsproces fysiek te zien, potentiële problemen te identificeren en snijstrategieën te optimaliseren voordat de daadwerkelijke productie begint. Door trial-and-error op de werkvloer tot een minimum te beperken, kunnen bedrijven kosten verlagen en de algehele productiviteit verbeteren”, sloot Smets zijn sessie af.
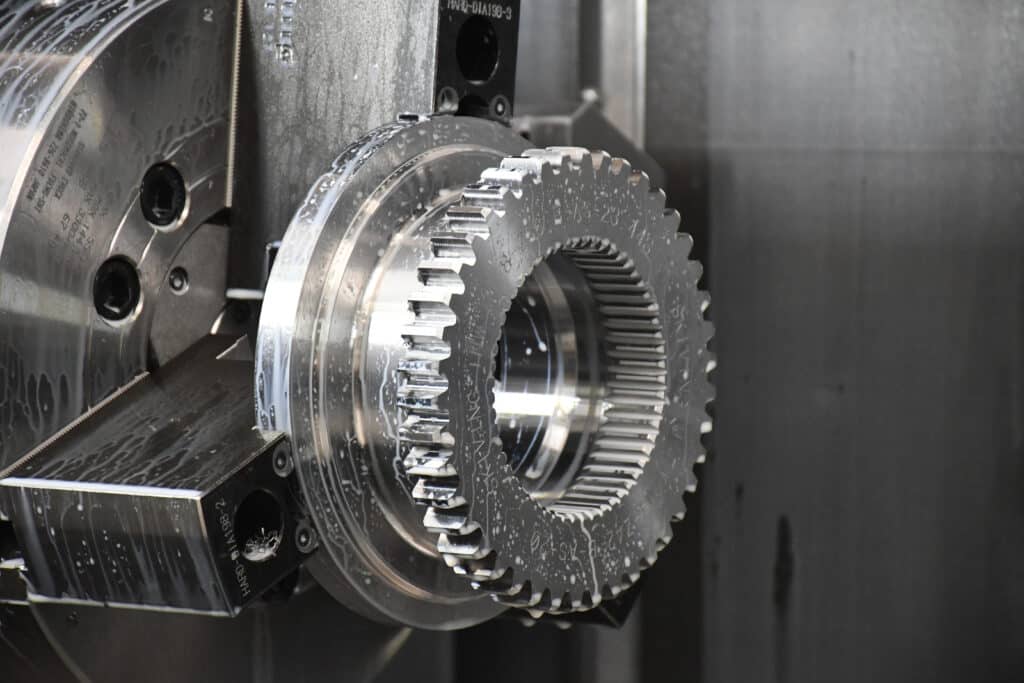
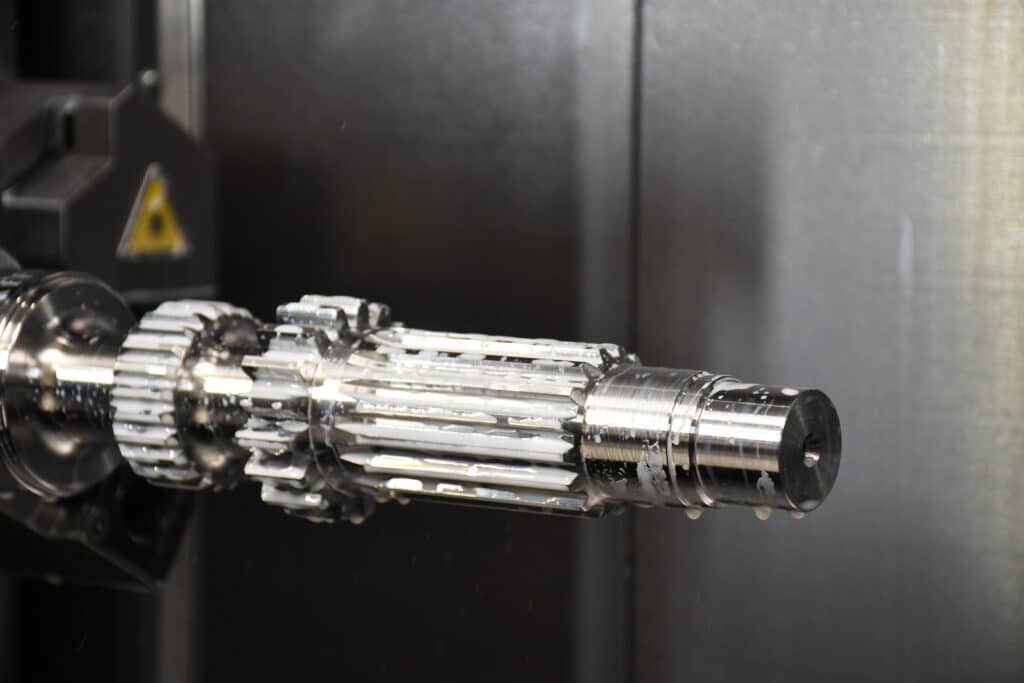
Het bleef niet bij uitleggen alleen. Steven Vander Elst, senior application engineer bij Mazak toonde in twee demo’s hoe alles samenkwam op een Integrex i-350 AG in de showroom van Mazak. Daarbij kwamen vier types tandwielbewerkingsmethodes aan bod (skiven, afwikkelen, vingerfrezen en afbramen) voor productie met hoge variatie en klein volume tot productie met groot volume. De sturing werkt parametrisch: aan de hand van het type tandwiel, de modules, de gevraagde kwaliteit en de freesstrategie werd het programma gegenereerd. Het resultaat mocht er wezen.
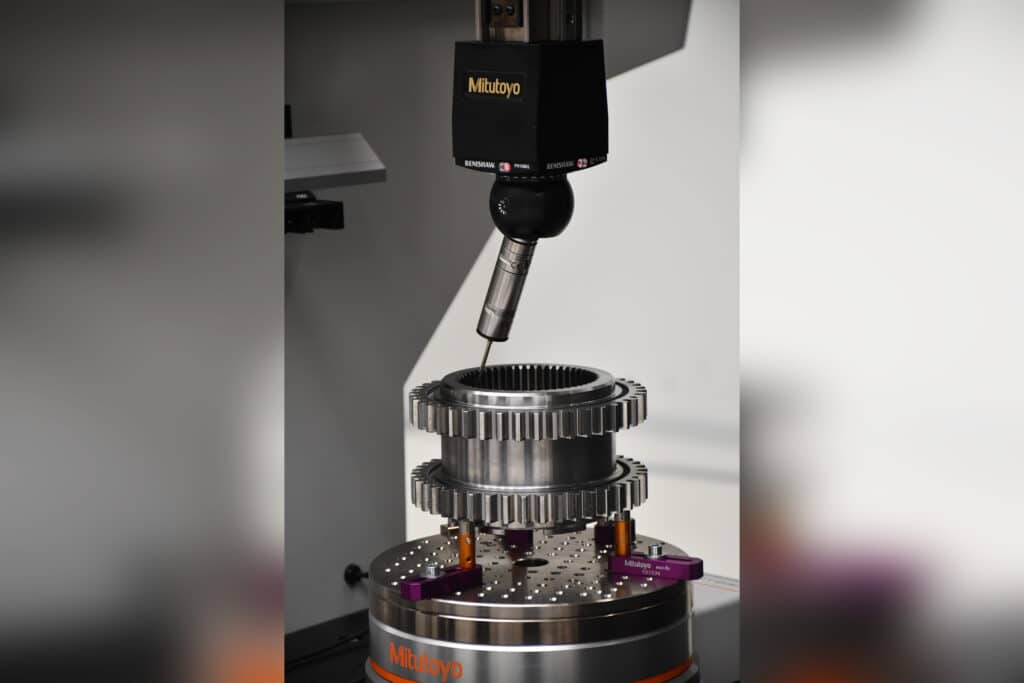
Daarna was het aan de meetapparatuur van Mitutoyo om te controleren of de geproduceerde tandwielen aan de nauwkeurigheidseisen voldeden. Binnen verspanende bedrijven is de bottleneck vaak de meetkamer. Daarom zet Mitutoyo sterk in op automatisering. “We beschikken over een softwareformule specifiek voor tandwielen. Ook hier hoeven gebruikers enkel parameters in te vullen, waarna de coördinaatmeetmachine sequentieel het programma doorloopt.” In dit geval wordt de volledige contour opgemeten en in een rapport gegoten. “Met deze informatie kun je ook weer aan de slag om het productieproces te verbeteren.”
Neem dan rechtstreeks contact op met Yamazaki Mazak Europe N.V..
 Contact opnemen
Contact opnemen
Werelds grootste leverancier van draaibanken, freesmachines en productie systemen. Met ons hoofdkwartier in Nagoya, Japan, zijn wij een internationale firma die geavanceerde producten maakt in Japan, Amerika, Europa en Singapore. Mazak was de eerste Japanse machinebouwer die een productiefaciliteit in Europa opstartte die alle fabricage bewerkingen van ruw tot afgewerkt product behandelde. Yamazaki Mazak UK […]
Bekijk Bedrijfsprofiel


