Platform voor de metaal- & staalverwerkende industrie

Het beheersen van buislasers is vaak de eerste stap naar productiviteit en creativiteit in het ontwerp. Maar hoe werkt het nu precies en wat kan het je opleveren? Dit artikel leidt je door de basisprincipes van buislasers door in te zoomen op de meest gestelde vragen.
Een buislaser is een relatief nieuwe machine in de maakindustrie. Lasersnijden en lasertechnologie voor vlakke platen en plaatmetaal bestaan al lang en worden door bijna alle serieuze metaalbewerkingsbedrijven toegepast. Pas de laatste jaren wordt lasersnijtechnologie vaker toegepast voor het snijden van buizen en profielen. De machine gebruikt een laserstraal om metalen buizen en andere geëxtrudeerde vormen in de gewenste onderdelen te snijden.
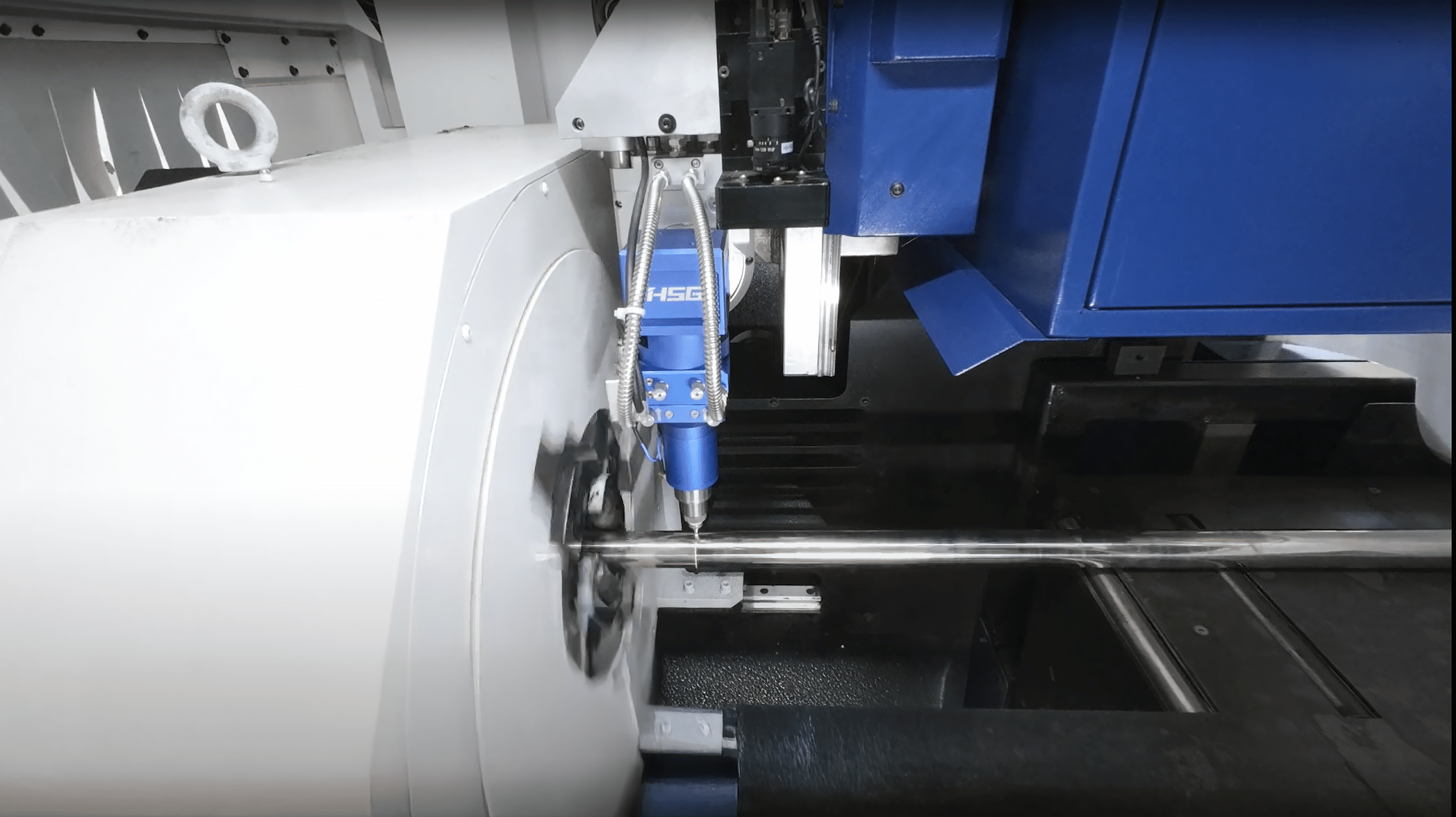
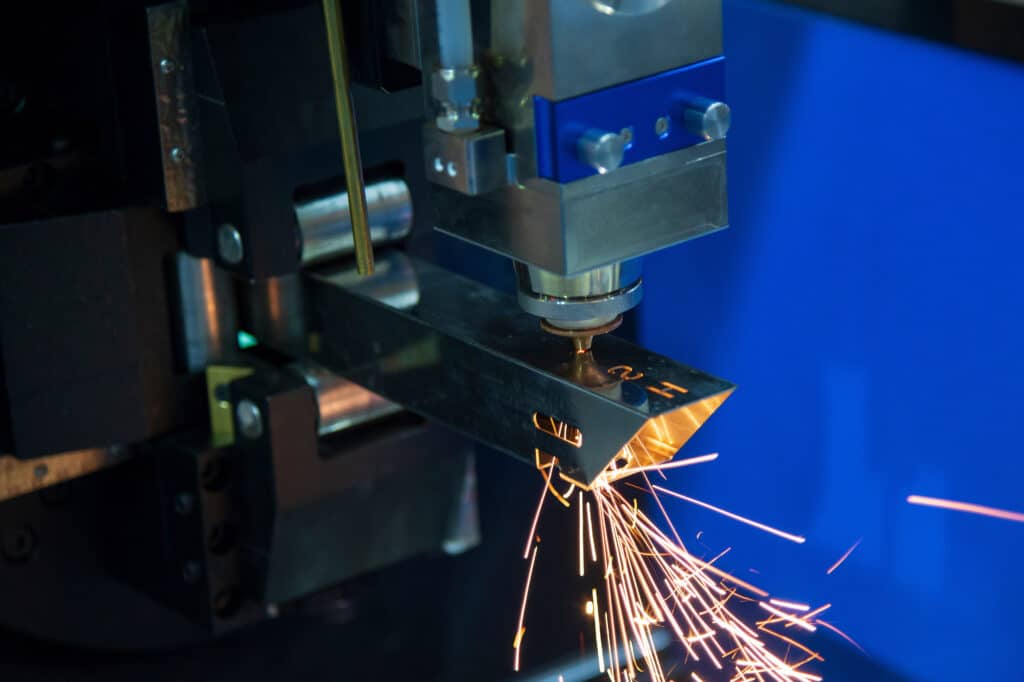
Het werkt door een krachtige laserstraal te genereren die op het oppervlak van een metalen buis wordt gericht. De laserstraal smelt, verdampt of verbrandt het materiaal, waardoor een zuivere, nauwkeurige snede ontstaat. Het snijproces wordt gestuurd door een computergestuurd bewegingssysteem dat zowel de laserstraal als de buisbeweging synchroniseert om de gewenste vorm te creëren. Het systeem omvat doorgaans een lasergenerator, een resonator die de laserstraal versterkt en een snijkop waarin de laserstraal en het bewegingssysteem zijn ondergebracht.
Buislasers zijn, zoals de naam al doet vermoeden, zeer geschikt voor het lasersnijden van buizen. Dit omvat alle vormen en maten van buizen, inclusief ronde, vierkante, rechthoekige en zelfs ovale vormen. De meeste metaalbewerkers weten echter niet dat buislasers ook veel andere vormen kunnen snijden, waaronder hoekprofielen, U-profielen, balken en zelfs op maat gemaakte extrusies.
Buislasers werken op vrijwel dezelfde manier als vlakbedlasers als het gaat om de soorten materialen die ze kunnen snijden. CO2-lasers snijden traditionele metalen, waaronder staal, rvs, aluminium en gegalvaniseerde materialen. Buislasers die gebruikmaken van fibertechnologie snijden alle bovengenoemde materialen, plus koper en messing. Reflectiviteit is altijd een probleem geweest bij het snijden met CO2-lasers.

Sommige vlaklasers hebben een extra functie waarmee ze kleine buisvormen kunnen verwerken. Dit soort machines heeft vaak behoorlijk wat insteltijd nodig om over te schakelen tussen vlakke platen en buisvormen. Bovendien zijn bijna al deze machines beperkt door het feit dat ze alleen tweedimensionaal snijden. Buislasers daarentegen zijn specifiek ontworpen om lange stukken materiaal te snijden. Sommige modellen kunnen zelfs bundels buizen nemen en de lengtes achtereenvolgens laden. Het grote voordeel hiervan is efficiëntie. Manueel laden, zoals bij een vlakke laser, is niet meer nodig.
Een ander groot verschil is de grootte van de stukken die kunnen worden gesneden. Vlakke lasers kunnen alleen buizen snijden met een maximale lengte die in het laserbed past, doorgaans iets minder dan drie meter. Buislasers kunnen daarentegen meestal buizen of hoeken snijden met een lengte tot zes meter, en in veel gevallen zelfs nog langer. Ten slotte kunnen bijna alle buislasers op vier tot vijf assen snijden. Hierdoor kunnen ze ongebruikelijke vormen en afmetingen snijden, zoals hoekprofielen, U-profielen of balken. Ook kunnen buislasers afschuiningen aanbrengen op onderdelen, waardoor deze perfect voorbereid zijn op lassen. Daar hebben vlakbedlasers een speciale snijkop voor nodig.
Buizen, hoekprofielen, U-profielen – al deze profieltypes kennen meer variatie dan vlakke platen of platen. Dit levert wel enkele uitdagingen op bij het lasersnijden van buizen met zeer nauwe toleranties. De meeste machines kunnen over het algemeen +/- 0,010 aanhouden. Buislasersnijmachines maken vaak gebruik van tastertechnologie om de buis op te meten voordat ze gaan snijden. Deze technologie zorgt voor zeer nauwkeurige onderdelen, maar vertraagt het snijproces. Alles bij elkaar genomen is 0,010 nog steeds een zeer nauwe tolerantie, vooral in vergelijking met traditionele methoden zoals zagen en boren.

Naast verdraaiingen of bochten in structurele vormen, kunnen buislasers moeite hebben met de variabiliteit tussen randradii. Sommige fabrikanten rollen buizen met een randradius van 0,125 millimeter, andere hebben een randradius van 0,187 millimeter. Dat kleine verschil wordt een groot probleem wanneer de programmeur een gedetailleerde snede rond de buis probeert te maken. Vaak kan dit worden opgelost door batches buismaten bij dezelfde fabrikanten te bestellen voor consistentie. Een ander probleem is dat vormmateriaal vaak minder schoon is dan traditionele plaatmetalen. Roest, vuil, stof en lak op het materiaal kunnen lasersnijden bemoeilijken of op zijn minst vertragen. Metaalleveranciers werken hieraan, omdat ze weten hoe belangrijk schoon vormmateriaal is voor het lasersnijden van buizen.
Steeds meer ingenieurs beginnen zich bewust te worden van de mogelijkheden van buislasersnijden. Vormen en afmetingen die vroeger duur of zelfs onmogelijk te produceren waren, worden nu mogelijk en veel eenvoudiger. Het snijden van sleuven in buizen bijvoorbeeld, is een fluitje van een cent op een buislaser. Belangrijker dan de techniek is echter het concept van downstreamproductie. Traditionele buis- en vormsnijprocessen worden doorgaans uitgevoerd met een zaag. Het verplaatsen, meten en instellen van de zaag om delen in hoeken van 45 graden te zagen is tijdrovend en meestal vrij onnauwkeurig.
Wanneer de delen onnauwkeurig worden gezaagd, levert dat problemen op voor de lassers verderop in het proces. Extra laswerk aan de ene rand tegenover de andere rand zorgt ervoor dat het frame niet meer haaks is. Ervaren lassers zijn goed geworden in het omgaan met deze variaties, maar dit alles kost tijd, tijd en nog eens tijd. Lasersnijden van buizen is zo nauwkeurig dat er geen inconsistente openingen of slordige verbindingen zijn. Het voordeel hiervan is dat onderdelen veel sneller worden gesneden en veel sneller worden gelast. Al moet ook gezegd worden dat moderne zaagtechnologie veel van die nadelen heeft weggewerkt. Maar hoe complexer het onderdeel, hoe relevanter buissnijden kan zijn.