Platform voor de metaal- & staalverwerkende industrie

Als men tijdens het frezen van een kort naar een lang gereedschap overschakelt, moet de koelmiddeltoevoer aangepast worden. Dat is een gekend probleem bij de operatoren. Vooral als er geen interne koelmiddeltoevoer is, vereist dat meer inspanningen bij het instellen om een nauwkeurig bewerkingsproces te garanderen. Asch & Sebert ontwikkelde een koelmiddelring, waarbij de koelmiddelspuitmonden zich automatisch aan de lengte van het gereedschap aanpassen. Voor de productie van deze gepatenteerde oplossing vertrouwt eigenaar Gerald Sebert op de precisiegereedschappen van Horn.
Asch & Sebert, gespecialiseerd in de ontwikkeling en productie van hoogwaardige precisieonderdelen, levert maatwerk voor verschillende sectoren, waaronder de machinebouw, de medische sector en de automotive. Dit bedrijf legt de focus op de hoogste kwaliteit en nauwkeurigheid op het vlak van CNC-draaien, frezen, slijpen en oppervlaktebewerking. Ze kunnen rekenen op een team van toegewijde en gedreven medewerkers en beschikken over een up-to-date productiefaciliteit met de modernste machines. Zo garanderen ze een efficiënte productie en een flexibele uitvoering van elk specifiek order. Dankzij hun expertise zijn ze een betrouwbare partner, die klanten bij de realisatie van complexe projecten ondersteunt en daarbij de hoogste normen op het vlak van kwaliteit en service hanteert. Betrouwbaarheid, klanttevredenheid, duurzaamheid, milieuvriendelijkheid en innovatie zijn kernelementen binnen Asch & Sebert.

Die drang naar innovatie blijkt uit de ontwikkeling van een koelmiddelring. Daarmee werd gestart in het economisch moeilijke jaar 2009. Net als bij veel andere maakbedrijven kenden ze immers problemen met de koelmiddeltoevoer als er tijdens een productieproces overgeschakeld werd tussen gereedschappen met verschillende lengtes. “We wilden hier zelf een oplossing voor vinden en zo investeerden we in de ontwikkeling van een automatisch instelbare koelmiddelring. Na de realisatie van enkele prototypes werd het systeem gedurende langere tijd op onze eigen machines getest”, legt Gerald Sebert uit. “Ontwikkelen is één zaak, maar verkopen is nog iets anders. Zo nam het octrooionderzoek veel tijd in beslag. We gingen immers terug tot de jaren dertig om te zien of we met ons idee inbreuken pleegden op bestaande octrooien. Pas in 2015 vroegen we een octrooi voor ons systeem aan.”
De directeur gaat verder: “Alhoewel we absoluut overtuigd waren van de voordelen van onze innovatie, was het allesbehalve gemakkelijk om deze koelvloeistofring op grote schaal in de markt te zetten zonder een passend marketingbudget. Daarom contacteerde ik zelf verschillende machinefabrikanten. Een van die machinebouwers beloofde ons zijn samenwerking, maar na jarenlange inspanningen in de ontwikkelingsfase trok die van de ene dag op de andere de stekker uit het project. Dat was een zware tegenslag, want de kosten voor de ontwikkeling lagen hoog.
Maar we gaven niet op en voerden gesprekken met andere machinebouwers. En met succes, want we wisten verschillende toonaangevende bedrijven te overtuigen van de kwaliteit van ons systeem. Daarom wordt die nu op talrijke bewerkingscentra toegepast. Zo ontwikkelde Fanuc al een app voor het koelsysteem, die de positie van de koelmiddelspuitmonden automatisch regelt op basis van de ingevoerde gereedschapsgegevens.”
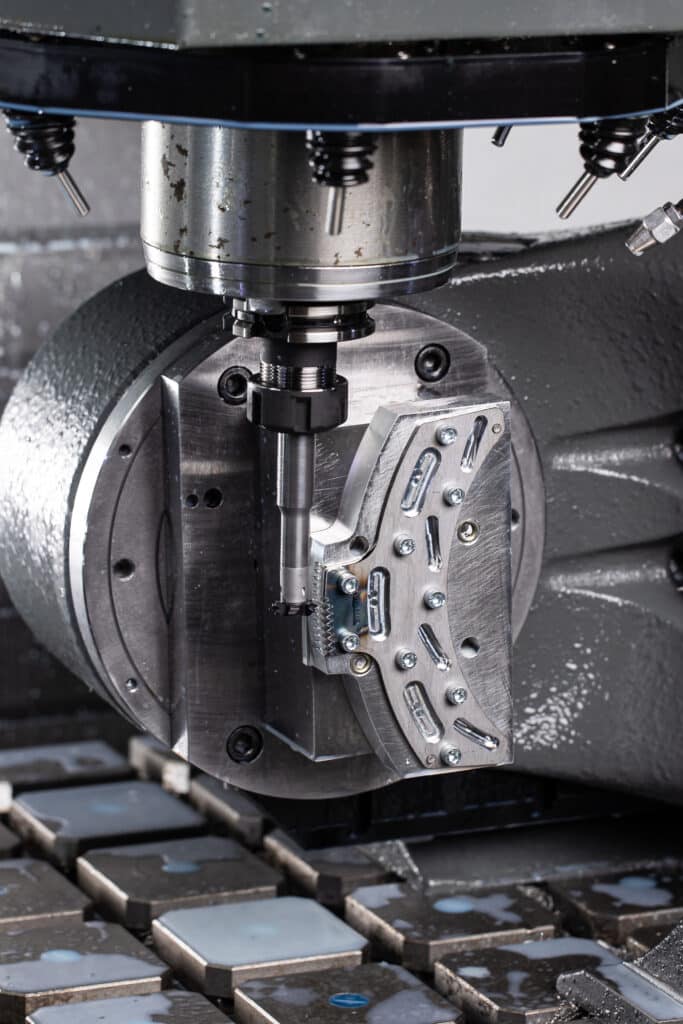
Asch & Sebert vervaardigt de mechanische componenten van de koelmiddelringen in de eigen fabriek. De beweging van de koelmiddelspuitmonden gebeurt via een mechanisme, aangestuurd door een tandwieloverbrenging. Voor het frezen van de vertandingen met module 1 vertrouwt het ervaren team van verspaners op een circulair freessysteem van Horn. “Vanaf het begin kozen we bewust voor de systemen van Horn. We hebben immers talrijke gereedschappen van verschillende fabrikanten bekeken en vergeleken, maar geen enkel bood ons dezelfde flexibiliteit als de frezen van Horn. We werken met deels zeer lange gereedschapsuitsteeksels en daar wordt het kaf van het koren gescheiden”, stelt Sebert.
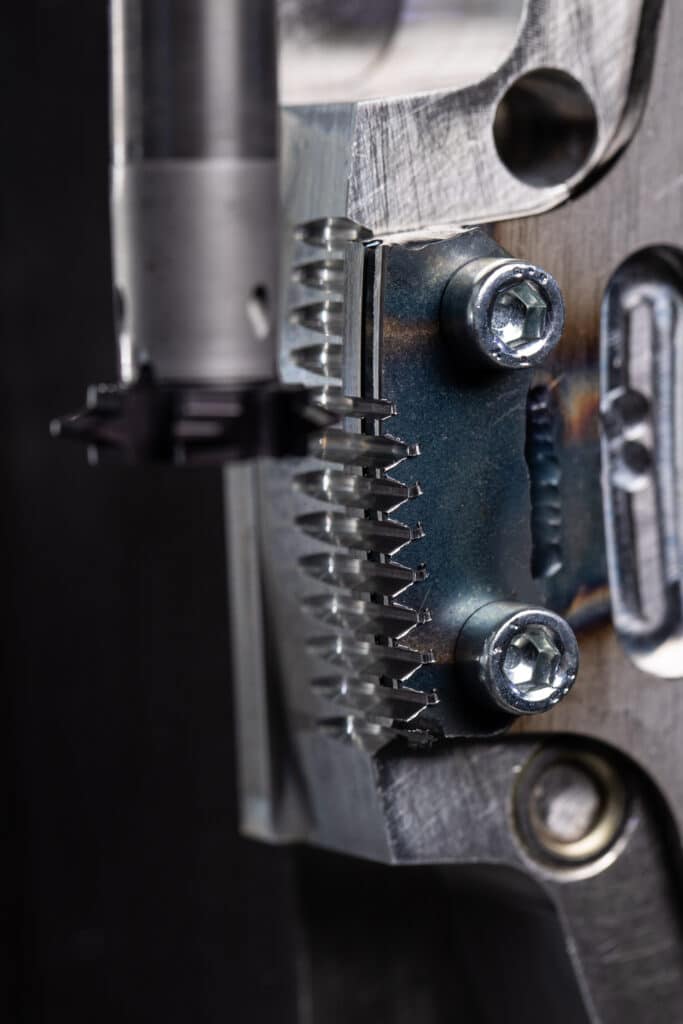
Het team van Asch & Sebert zet het circulaire freessysteem type 623 van Horn in. Het speciale profiel van de zes tanden van het gereedschap komt overeen met het gewenste profiel van de tandflanken van het werkstuk. De uitsteeklengte van het gereedschap is door omstandigheden lang. Door de dempende volhardmetalen schacht zijn er geen problemen met trillingen van het gereedschap. De nauwkeurige snij-interface tussen drager en snijplaat maakt een micronauwkeurige rond- en vlakloop van de snijplaat bij het wisselen mogelijk. Voor- en nabewerken gebeurt met hetzelfde gereedschap.
Met meerdere bewegingen freest het gereedschap de verschillende tanden in het werkstuk. De voorbewerkingssneden hebben een diepte van ap = 0,2 millimeter en worden gefreesd met een snijsnelheid van vc
= 100 m/min. De nabewerkingssnede bedraagt 0,1 millimeter. Dat gebeurt eveneens met een snijsnelheid van vc
= 100 m/min. De freesrichting is tegengesteld. Ondanks de hoge snijdruk door de zes tanden zijn de gereedschappen van Horn zeer stabiel. De zes tanden bieden hierbij een groot freesvermogen en de mogelijkheid om hogere snijsnelheden te bereiken. “Ondanks de lange uitsteeklengte van het gereedschap zijn er op het oppervlak geen sporen en beschadigingen door trillingen. Hierbij letten we natuurlijk ook op een zeer stijve spanning van de componenten. De gereedschappen zouden de tanden ook met één volledige snede probleemloos frezen. Om voor dit centrale onderdeel een optimale kwaliteit van vertanding te bereiken, hebben we er echter bewust voor gekozen om met meerdere bewegingen te werken”, geeft Sebert aan.
Groeffrezen, afsteekfrezen of vertandingsfrezen: dit zijn slechts drie van de vele freesprocessen die het circulaire freessysteem van Horn efficiënt en nauwkeurig uitvoert. Als echt multitalent kan het uitgebreide gereedschapsassortiment van dit systeem nog voor een aantal andere freesprocessen ingezet worden. Het kan ook gebruikt worden voor het boren vanaf een binnendiameter van 8 millimeter of het frezen van smalle groeven met een breedte van 0,2 millimeter … Deze gereedschappen zijn probleemoplossers – in talrijke standaardvarianten, maar ook in speciale uitvoeringen – voor de meest uiteenlopende freesprocessen.
Het circulaire freessysteem van Horn biedt de gebruiker een hele reeks voordelen: het werkt snel, is betrouwbaar en garandeert goede oppervlakteresultaten. Het gereedschap duikt schuin of zeer vlak in het materiaal. Hierdoor kunnen bijvoorbeeld schroefdraden van reproduceerbaar hoge kwaliteit geproduceerd worden. In vergelijking met de bewerking met wisselplaten bij grotere diameters of VHM-frezen bij kleinere diameters is circulair frezen doorgaans economischer. Circulair frezen heeft ook een breed toepassingsgebied. Het bewerkte staal, speciaal staal, titanium of aluminium en speciale legeringen. De precisiegereedschappen zijn bijzonder geschikt voor het groeffrezen, cirkelvormig boren en draadfrezen, maar eveneens voor het frezen van T-groeven of vertandingen. Ze overtuigen echter ook in speciale toepassingen, zoals het frezen van afdichtingsgroeven of bij de bewerking van drijfstangen.

Naast de OEM-toepassingen bij verschillende machinefabrikanten biedt Asch & Sebert de koelmiddelringen ook aan om achteraf in te bouwen in bestaande, ook oudere, installaties. Het systeem bestaat uit de eigenlijke koelmiddelring en de bijbehorende besturingskast. De kast is rechtstreeks verbonden met de besturing van de machine om de gereedschapsgegevens op te vragen. Bij elke specifieke installatie moet met de betreffende machinefabrikant overlegd worden. Een andere variant is de koelmiddelring met handbediening. Voor de installatie is geen directe communicatie met de machinesoftware nodig. De positie van de koelmiddelspuitmonden kan hierbij via een bedieningspaneel naast de machinebesturing geregeld worden. Het systeem levert een maximale koelmiddeldruk van 15 bar. Dit is in de meeste gevallen voldoende voor de externe koelmiddeltoevoer. Als de druk stijgt, vernevelt het koelsmeermiddel te sterk en verliest het zijn eigenschappen.
“De samenwerking met Horn is een belangrijke factor voor de succesvolle ontwikkeling en productie van de koelmiddelring”, benadrukt Gerald Sebert. “We waren vanaf het eerste moment overtuigd van de systemen van Horn. Geen enkel ander freessysteem garandeert de flexibiliteit die we nodig hebben.”
Neem dan rechtstreeks contact op met Paul Horn.
 Contact opnemen
Contact opnemen
In 70 countries on all continents, companies in the automotive, chemicals, aerospace, medical and tool and mould making industries manufacture using precision tools from Paul Horn GmbH. Our core competences are based on four pillars: Our own research and development department, our own coating technology, our own carbide production and our own manufacturing technologies. What […]
Bekijk Bedrijfsprofiel